
Plastic Injection Mold Making has been around since the late 1800’s when a man named John Wesley Hyatt first invented a way to inject celluloid into a mold to make billiard balls. In 1872, John and his brother improved the process and patented the first injection molding machine, which was quite primitive by today’s standards but the concept of injecting plastic through a heated cylinder into a mold was born. Plastic injection molded parts grew in popularity during the 1940’s as World War II created a huge demand for mass-produced, inexpensive products.
In 1946, James Hendry built the first screw injection molding machine, revolutionizing the industry. Plastic Injection Molding has evolved over the years and today this manufacturing process supplies products for all industries including consumer, toys, plumbing, packaging, construction, automotive, aerospace and medical.
Part Design
As mentioned above, a wide variety of parts are made out of plastic and more and more parts that are currently made of another material are moving to plastic as a more economical option without jeopardizing part functionality. For example, law enforcement and military agencies use plastic bullets for target practice, gun parts that were historically made of metal are now being molded in plastic.
Plastic has the rare ability to take the shape and form of almost anything you want it to be. Parts can be molded with glass filled nylons for added durability. Some plastic parts are used in engine and braking systems in automobiles and can withstand extreme temperatures. Some plastic injection molded parts feel more like rubber and are used in a variety of items. Plastic can be colored to mold in any color desired, UV protection can be added to avoid color distortion. Very complex moving interior parts with several precise geometric designs are usually manufactured with plastic injection molding.
Tool Design
Once a molder has the part design, the next phase is to design the tool that can produce the part. A mold built for mass production should always be built with class A hardened steel, but some prototypes are made of less durable steel as they are interim molds. A reputable plastic injection mold maker will help guide their customer to choose the best type of mold for the job. In some cases, just one cavity can be completed in a full size mold to be used as a prototype, allowing time to perfect the process prior to building all cavities in a multi-cavity mold. Michiana Global Mold uses only Class A steel for the majority of their tool builds.
Michiana Global Mold’s engineering mold designers and tool makers can help to guide the customer throughout the mold build phase. Using CAD software along with decades of experience, Michiana Global Mold knows the best way to tackle even the most complex of tool designs, specializing in injection molds for the automotive industry.
Horizontal and Vertical Plastic Injection Molds
The majority of injection molding machines are horizontal, which means the mold opens and closes on a horizontal path. Molten plastic is injected into the mold along the horizontal path through a heated barrel and screw. When the mold opens and the parts eject, gravity assists with the parts falling out of the mold to the staging location. These presses can often run without an operator once the mold is set and the process is running smoothly. These are less labor intensive than vertical molding machines, which usually require an operator or a robotic arm.
Vertical presses are used to mold plastic around an insert of another type of material, usually steel or another hardened part. This process is referred to as overmolding, or insert molding. In this type of press, the mold open and closes on a vertical path, allowing the operator to reach in and grab the parts out of the cavities, and load inserts in cavities to prepare for the next overmold cycle.
Michiana Global Mold. is a plastic injection mold maker with extensive experience in both horizontal and vertical molding. With a wide selection of state-of-the-art milling centers, we’ve got what it takes to construct quality complex molds, on time and in budget.
Michiana Global Mold has been in the plastic injection mold making business since the 1962, and employs a cross functional staff with extensive knowledge in part design, tool design, and the molding process regardless of the type of mold, resin, or press needed. Contact Michiana Global Mold today to see how we can reduce your plastic injection molded project costs.



 There are many advantages for
There are many advantages for 


 Injection mold designers and engineers have numerous considerations when planning out the best approach for the
Injection mold designers and engineers have numerous considerations when planning out the best approach for the 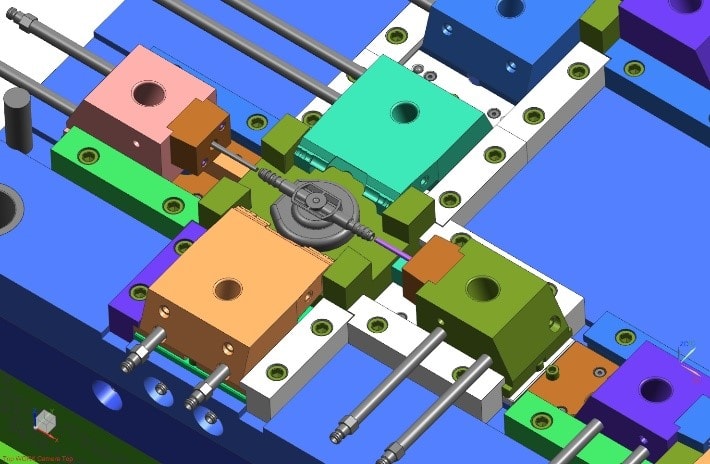
 Pictured is an example of cam action; the sliding plates have barrel like rods attached to move in during the molding process creating holes in the part. They slide back out when finished for proper ejection.
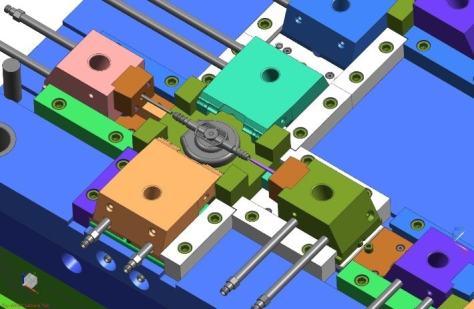
Pictured is an example of cam action; the sliding plates have barrel like rods attached to move in during the molding process creating holes in the part. They slide back out when finished for proper ejection. This photo shows cams in a closed position, while molding the hollow geometrical shape of the part.
This photo shows cams in a closed position, while molding the hollow geometrical shape of the part. An example of lifters assisting with ejection
An example of lifters assisting with ejection


